A. DETALII PROIECT
Proiectul este finanțat de către Unitatea Executivă pentru Finanțarea Învățământului Superior, a Cercetării, Dezvoltării și Inovării, CNCS/CCCDI – UEFISCDI, număr proiect PN-III-P2-2.1-57PED-2017, PNCDI III.

Director Proiect:
Prof. dr. ing. Ungureanu Viorel
Dept. De Construcții Metalice si Mecanica Construcțiilor
Ioan Curea 1, 300224 Timișoara, România
Tel: +40 256 403 927
Mail: viorel.ungureanu@upt.ro
Perioada de desfășurare a proiectului: 03.01.2017 – 02.07.2018
Abstract
Proiectul testează în vederea evaluării și validării o nouă soluție tehnologică pentru grinzi de oțel formate la rece cu secțiune compusă realizate cu inimă din tablă cutată şi tălpi din profile cu pereți subțiri formate la rece. Se vor investiga tehnologii moderne de îmbinare prin sudare, cum ar fi sudarea în puncte și CMT. Proiectul propune un program experimental, extins prin simulări numerice, în scopul caracterizării și optimizării detaliilor de îmbinare, precum și pe grinzi scara 1:1, pentru a demonstra fezabilitatea și evaluarea performanțelor soluției propuse. Soluția tehnică propusă se pretează pentru tipizare și are un mare potențial de brevetare.
Obiective
1. Investigarea și validarea, pe cale experimentală și numerică, a unei noi soluții tehnologice, compusă din inimă din tablă cutată și tălpi din profile cu pereți subțiri formate la rece, îmbinate prin sudură în puncte și/sau CMT;
2. Investigarea și validarea soluției printr-un studiu parametric pe modele numerice utilizând programul de calcul ABAQUS FEM;
3. Extinderea metodelor de proiectare din norma EN 1993-1-5, Anexa D pentru acest nou tip de grinzi, cu inimă din tablă cutată și tălpi din profile cu pereți subțiri formate la rece, îmbinate prin sudură și să completeze prevederile din EN 1993-1-3.
B. COLECTIV DE CERCETARE
| Director proiect: | Prof. dr. ing. Daniel-Viorel UNGUREANU | CS1 |
| Membrii: | Prof. dr. ing. Dan DUBINĂ | CS1 |
| Conf. dr. ing. Mircea GEORGESCU | CS2 | |
| Conf. dr. ing. Bogdan RADU | CS2 | |
| S.L. dr. ing. Mircea BURCĂ | CS3 | |
| S.L. dr. ing. Daniel ŢUNEA | CS3 | |
| As. dr. ing. Călin NEAGU | CS3 | |
| S.L. dr. ing. Ioan BOTH | CS3 | |
| Drd. Ștefan BENZAR | Drd. | |
| Drd. Marius GOȘAN | Drd. | |
| Ing. Ovidiu ABRUDAN | Inginer laborator | |
| Miloico UNG | Tehnician |
C. ACTIVITĂȚILE PROIECTULUI
| Act. | Titlu | Stare |
| 1 |
Proiectarea programului experimental:
|
|
| 2 |
Teste pe îmbinări sudate și optimizarea tehnologiei de
fixare:
|
|
| 3 |
Teste pe grinzi CWB la scară reală:
|
|
| 4 |
Testarea numerică a grinzilor și investigații
parametrice:
|
|
| 5 |
Exploatarea și diseminarea rezultatelor:
|
D. ETAPE
D.1 Etapa 1. Proiectarea structurii metalice de bază și a specimenelor experimentale. Încercări experimentale pe specimene de îmbinare și pe grinzi la scara reală
- Activitate 1.1. Proiectarea structuri metalice de baza plecând de la o situație reală de proiectare
- Activitate 1.2. Proiectarea programului experimental
- Activitate 1.3. Fabricarea specimenelor de îmbinare pentru încercările experimentale și a epruvetelor de material
- Activitate 1.4. Fabricarea grinzilor cu inima din tablă cutată la scară reală
- Activitate 1.5. Încercări experimentale pe elementele de îmbinare și pe epruvetele de material
- Activitate 1.6. Încercări experimentale pe grinzile cu inima din tablă cutată la scară reală
- Activitate 1.7. Diseminarea rezultatelor cercetării
Rezumatul etapei 1
În cadrul etapei 1 a proiectului WELLFORMED au fost realizate pe rând activităţile asumate în planul de cercetare. În vederea stabilirii dimensiuni grinzilor la scară reală ce se doresc a fi încercate experimental, a fost realizată o predimensionare utilizând o situaţie de încărcări reală, corespunzător activităţii 1.1 din planul de cercetare.
S-a realizat un studiu amănunțit al tehnologiilor de sudare cu productivitate ridicată astfel încât utilizarea lor în domeniul construcţiilor să fie eficientă şi să satisfacă criteriile necesare structurilor din oţel. Având în vedere aspectul economic, dar şi faptul că la realizarea grinzilor de oţel din elemente formate la rece sunt utilizate table subţiri, tehnologiile de sudare cu productivitate ridicată alese a fi studiate sunt sudura în puncte şi sudura MIG (brazarea), tehnologii pretabile la prefabricare şi execuţie automatizată/robotizată. Tehnologia de realizare a acestor suduri depinde de parametri care influenţează rezistenţa şi ductilitatea conexiunii dintre tablele subţiri.
Încercările realizate au avut la bază desenele de execuţie pentru: teste de tracţiune pe material, teste pe îmbinări sudate şi teste pe grinzi la scară reală, conform activităţii 1.2.
Epruvetele şi tablele din care s-au realizat specimenele la scară reală au fost furnizate de SC PROFILES SRL, fabricant de table cutate şi profile formate la rece, conform specificaţiilor din desenele de execuţie.
Din materialul furnizat au fost realizate specimenele îmbinate cu sudură în puncte şi prin brazare MIG precum şi grinzile la scară reală conform activităţii 1.4.
Încercările experimentale au demarat conform activităţii 1.5 prin testele de tracţiune pe materialul de bază, acelaşi material din care sunt realizate îmbinările sudate şi specimenele la scară reală a grinzilor. Au fost încercate îmbinările sudate realizate în combinaţii diferite de grosimi de tablă, cu două sau trei table în îmbinare. Odată cu prelucrarea datelor a fost făcută şi o analiză statistică pentru stabilirea gradului de siguranţă a acestor îmbinări. Grosimile considerate au fost alese funcţie de utilizarea lor în realizarea grinzilor. Specimenele pentru testarea sudurii au fost încercate prin modificarea parametrilor astfel încât să se ajungă nu doar la o rezistenţă dorită ci şi la o ductilitate sporită specifică construcțiilor de oţel.
Conform Activităţii 1.6 din planul de cercetare, au fost încercate grinzile la scară reală monitorizând încărcarea şi capacitatea de deformare. În final, au fost prelucrate datele obţinute în urma încercărilor, în vederea eliminării erorilor sistematice/accidentale survenite.
Rezultatele au fost diseminate prin participarea la 3 conferinţe şi întâlniri tehnice, respectiv publicarea în reviste de specialitate, rezultate obţinute în cadrul proiectului conform Activităţii 1.7.
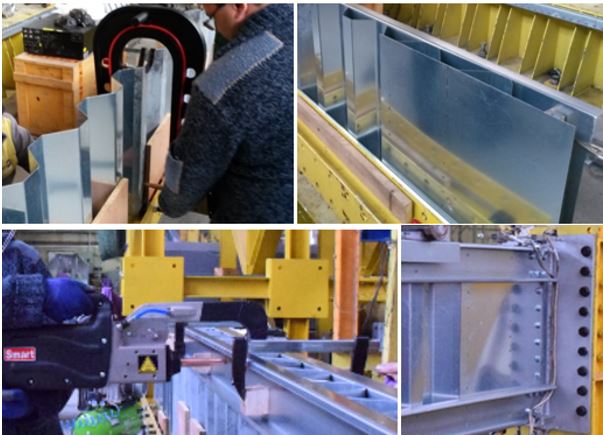
Etapele de asamblare a grinzilor
Încercări experimentale pe grinzile cu inima din tablă cutată la scară reală
D.2 Etapa 2. Analize numerice. Evaluarea și interpretarea rezultatelor în ceea ce privește performanțele tehnico-economice. Recomandari tehnice pentru proiectarea si fabricarea grinzilor cu inimă din tabla cutată
- Activitate 2.1 Calibrarea de modele numerice pe baza incercarilor experimentale. Optimizarea solutiei technice
- Activitate 2.2 Proiectare si analiza numerica a grinzilor cu deschideri mari
- Activitate 2.3 Validarea solutiei tehnice prin evaluarea și interpretarea rezultatelor în ceea ce privește performanțele tehnico-economice
- Activitate 2.4 Propunerea de recomandari tehnice in ceea ce priveste proiectarea si fabricarea grinzilor cu inima din tabla cutata
- Activitate 2.5 Diseminarea rezultatelor cercetării
Rezumatul etapei 2
În cadrul etapei 2 a proiectului WELLFORMED au fost realizate activităţile asumate în planul de cercetare în pachetul de lucru WP4, analiza numerică a grinzilor și studii parametrice. Activitățile asumate pentru pachetul de lucru WP4 au constat în: Act. 4.1 Calibrarea și validarea modelelor numerice pe baza testelor experimentale și optimizarea soluțiilor tehnice, Act. 4.2 Proiectarea și analiza numerică a grinzilor cu deschideri mari de 15 m, 18 m, 21 m, 24 m, respectiv Act. 4.3 Evaluarea și interpretarea rezultatelor în termen de performanță tehnico-economică. Pachetul de lucru WP5, diseminarea rezultatelor, s-a desfășurat continuu, derulându-se atât în etapa 1 cât și în etapa 2.
În acest sens, s-a realizat un studiu detaliat al metodelor de analiză cu element finit în vederea optimizării eficienței studiilor numerice, utilizând programul de calcul ABAQUS. Plecând de la combinarea elementelor de bară cu cele de suprafață, utilizarea doar a elementelor de suprafață, respectiv utilizarea solidelor ca elemente finite, s-a concluzionat că pentru aceste elemente compuse realizate din bare cu pereţi subţiri, analiza cu ajutorul elementelor de suprafață prezintă o eficiență sporită. De asemenea, prin utilizarea elementelor finite de suprafaţă, s-a obţinut un mai timp redus al analizei față de cea cu elemente solide. Comparativ cu analiza cu elemente de bară, utilizate în cazul tălpilor grinzilor, analiza cu elemente de suprafaţă evidențiază și modurile de cedare locale ale tălpilor grinziilor compuse. Optimizarea a constat în alegerea numărului de puncte de sudură pentru grinzile cu sudură în puncte (SW) și stabilirea lungimii cordonului de sudură pentru grinzile îmbinate prin brazare (CMT).
În urma validării modelelor numerice pe baza rezultatelor experimentale, s-au realizat studii parametrice pentru a evalua comportarea acestor grinzi pentru deschideri mari. Parametrii considerați au fost: lungimea grinzilor, profilele utilizate pentru secțiunea tălpilor, grosimea tălpilor, înălțimea inimii, înălţimea cutei și grosimea panourilor de forfecare.
Activitățile asumate pentru pachetul de lucru WP5 au constat în: Act. 5.1 Stabilirea recomandărilor pentru proiectare și Act. 5.2 Diseminare.
Recomandările de proiectare au plecat de la modificarea și îmbunătăţirea relațiilor de calcul din EN 1993-1-5, care prevede o metodologie de calcul pentru elemente cu inimă din tablă cutată sau sinusoidală cu tălpi din table groase. Rezultatele obținute au fost diseminate prin participarea la conferințe naționale și internaționale, respectiv prin publicarea de articole în reviste de prestigiu din domeniul ingineriei civile și a materialelor. Ca recunoaștere a cercetărilor efectuate, contribuțiile aduse prin activitățile proiectului au fost premiate în cadrul concursului Promovarea sudării bazată pe cunoaștere organizat de Asociația de Sudură din România (ASR).

Standul de incercare dupa aplicarea incarcarii

Modelarea numerica

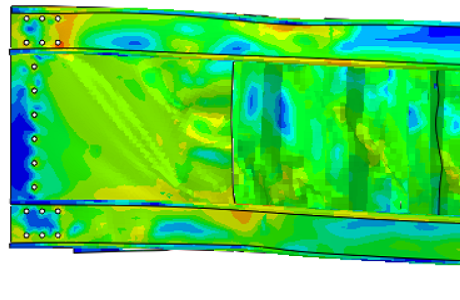
Voalarea panourilor de forfecare

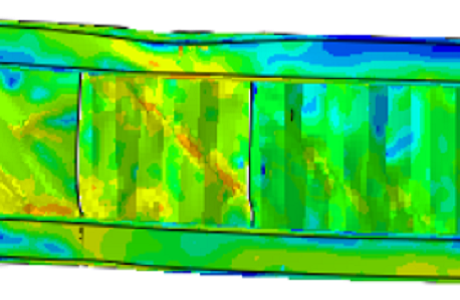
Strivirea tablelor cutate
E. PUBLICAȚII
Etapa 1.
Etapa 2.
F. Premii
LINK-uri utile
UEFISCDI — Executive Agency for Higher Education, Research, Development and Innovation Funding